A utilização do adesivo dupla-face correto para cada tipo de trabalho é importante para obtenção de qualidade de impressão dentro do processo flexográfico.
É algo que muitas vezes acaba sendo negligenciado dentro das empresas, dificultando a obtenção de uma impressão de melhor qualidade e podendo até passar despercebido quando se busca saber o por quê dos problemas de impressão.
Normalmente são utilizados adesivos dupla-face acolchoados, próprios para flexografia com espessuras de 0,38 mm ou 0,50 mm e cinco tipos de densidades diferentes: alta, média/alta, média, média/baixa, baixa.
Uma vez definida a espessura utilizada não podemos utilizar outra, pois no cálculo de diâmetro do cilindro porta-clichê é levada em consideração a espessura do adesivo dupla-face.
Para a utilização da densidade correta devemos analisar cada um dos clichês utilizados no trabalho e identificarmos qual é a sua principal característica na formação da impressão final.
A escolha certa da fita dupla-face é um fator crucial para a correta transferência de tinta para o substrato.
Principais problemas que podem ocorrer com uso não recomendado de dupla-faces:
– baixa transferência em chapados (microfuros); – ganho de ponto excessivo nas mínimas (áreas de altas luzes); – squash nas áreas de textos;
Pode-se também, testar dupla-faces de vários fornecedores, a fim de obter o melhor resultado possível para determinada configuração de máquina, já que cada impressora é única, e possui suas próprias características.
Testar chapas com durezas diferentes (medidos em ºShore-A) também é um fator que pode ajudar a melhorar resultados.
Chapas mais macias permitem uma melhor transferência nos chapados, enquanto que chapas mais duras tem uma ótima transferência nas retículas mínimas (altas luzes). Essa diferença ocorre devido à características próprias de transferência de tinta que cada material oferece.
Já na escolha de dupla-faces, a lógica de dureza é diferente dos clichês. Procure utilizar dupla-faces mais duras para chapados e dupla-faces mais macias para retículas.
As diferentes durezas de dupla-faces são:
– Macia; (baixa densidade) – Média Macia; (média-baixa) – Média Dura; (média-alta) – Dura; (alta densidade)
ESPECIFICANDO O ANILOX CORRETAMENTE
A especificação correta do Anilox é fundamental, embora não seja a única, para obtenção do resultado esperado em impressão flexográfica .
A metodologia para especificação correta será apresentado a seguir, enfatizando parâmetros mínimos que podem ser extrapolados em função de necessidades especificas ou de históricos bem sucedidos.
CARACTERÍSTICAS NECESSÁRIAS PARA DEFINIÇÃO
A especificação de um anilox basicamente se resume na superfície, pois dimensional e geometria é semelhante aos demais cilindros, ou seja, são dois grupos de características :
– Lineatura, perfil e ângulo de gravação
– Capacidade volumétrica (BCM)
A variáveis a relação entre o que se espera estão mostrados a seguir:
LINEATURA DO ANILOX E ÂNGULO DE GRAVAÇÃO
Lineatura é a quantidade de células por unidade de comprimento,
Contadas ao longo do ângulo de gravação, podendo ser linhas / centímetro (LPC ou L/cm) ou linhas por polegada (LPI=lines per inch). Ângulo de gravação o ângulo formado entre o eixo axial da peça e a linha que recebe a gravação.
Usualmente mais usuais 60º – 45º – 30º
CAPACIDADE VOLUMÉTRICA
É a soma dos volumes das células pela unidade de área por elas ocupadas. Também pode ser entendida como capacidade máxima de transferência em volume por unidade de área.
As unidades mais usuais são :
– cm3/m2 = centímetros cúbicos / metro quadrado (1)
– BCM (billion cubic mícron) bilhões de micra cúbica por polegada quadrada.
(1) Para conversão de cm3/m2 para BCM – multiplica-se o valor em cm3/m2 por 0,645 e obtém se em BCM
LINEATURA DO CLICHÊ
Lineatura é a quantidade de pontos por unidade de comprimento,contadas ao longo da linha do ângulo de gravação, podendo ser linhas / centímetro (LPC = L/cm)
ou linhas por polegada (LPI=lines per inch), semelhante ao anilox.
Ângulo de gravação é o ângulo formado entre o eixo axial e a linha que recebe a gravação.
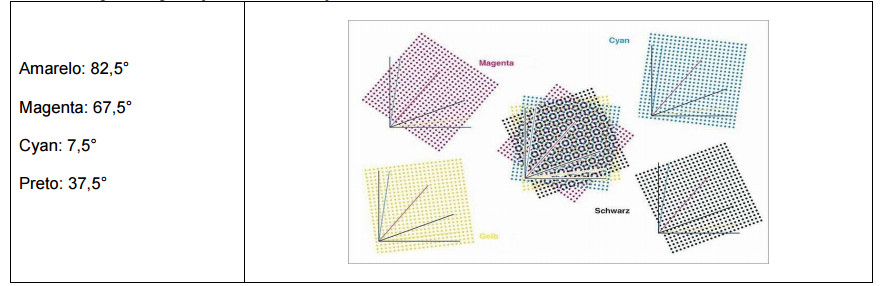
Porém no clichê o ângulo de gravação varia em função da cor a ser utilizada :
Se todos os pontos de retícula das cores de seleção fossem coincidentes, a sobreposição destes resultaria no preto de seleção.
Para evitar este fenômeno, cada retícula deve ser inclinada em aproximadamente 30° em relação à outra, com exceção ao amarelo, cuja inclinação corresponde a 15°. Incluindo o anilox, o resumo dos ângulos de gravação:
A inclinação incorreta das retículas gera um padrão de interferência chamado moiré (2) , que acarreta em manchas perceptíveis no impresso. A configuração das retículas corretamente inclinadas chama-se roseta.
(2) Um padrão de interferência causado pela sobreposição fora de registro de
dois ou mais padrões regulares como pontos ou linhas. Em impressão flexográfica,
pode ser causado por uma relação incorreta entre a retícula do anilox e a da chapa
de semitons. Ângulos da retícula são selecionados para minimizar este padrão.
PORCENTAGEM DE PONTOS DO CLICHÊ
É a dimensão dos pontos de retícula em relação à lineatura, expressa em valores percentuais,
de 0% (área teórica totalmente branca) até 100% (chapado total, sem reticula).
A dimensão do ponto pode aumentar ou diminuir em função do tipo de ponto a utilizar,
os mais comuns são : – Redondo – quadrado – elíptico – geométrico (linhas)
DEFINIÇÃO DA LINEATURA
A definição de lineatura mínima do anilox necessária para realização de um trabalho se dá sob dois aspectos. – O não aparecimento de moiré – O não afogamento de pontos
RELAÇÃO 1 – LINEATURA DO ANILOX E LINEATURA DO CLICHÊ
A relação entre a lineatura do anilox e a linetura do clichê determina se pode haver ou não o aparecimento de efeito Moiré.
A Relação segura é de 1/5 ou seja a lineatura do anilox deve ter 5 vezes a lineatura do clichê.
Isto garante o não aparecimento do moiré, porém deve ser observada a relação seguinte para que não haja afogamento do ponto.
Caso a não apareça moiré mas não mantenha a relação segura quanto a porcentagem de pontos, não haverá moiré, mas haverá ganho de ponto excessivo .
RELAÇÃO 2 – LINEATURA DO ANILOX PERCENTUAL DE PONTOS E LINEATURA DO CLICHÊ
A relação entre a lineatura do anilox e a linetura do clichê determina se pode haver ou não o afogamento do ponto, efeito mostrado a seguir.
Quanto menor a porcentagem de pontos no clichê , numa mesma lineatura,maior a tendência deste efeito. O afogamento do ponto caso haja, isto implica em ganho de ponto(3) .
(3) Aumento do tamanho do ponto de retícula quando se comparam os arquivos da separação de cores e a reprodução impressa no substrato. Isto é, a dilatação do ponto causada por folgas mecânicas, pela pressão excessiva entre cilindros, expansão da tinta ao penetrar no substrato.
Pode variar de 5% a 35% dependendo do processo, qualidade de equipamentos e insumos utilizados.
Existem algumas tabelas e ábacos orientativos de fabricantes de anilox,porém existe também divergências entre eles, conforme mostrados na tabela a seguir:
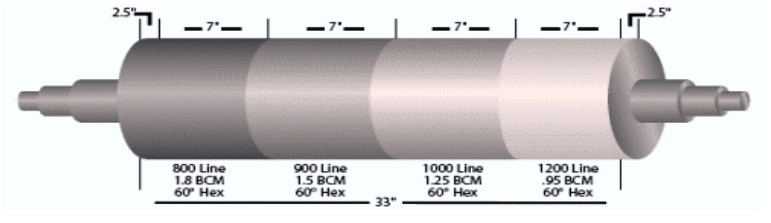
VERIFICAÇÃO – CILINDRO DE BANDAS
O teste por cilindro de bandas, visa verificar se as definições surgiram o efeito desejado, ou ainda definir entre as opções qual a mais apropriada.
O cilindro de bandas é um cilindro normal, porem gravado com varias bandas de lineaturas e bcm´s. faz-se o teste pratico em maquina e encontra-se parâmetros reais.
DEFINIÇÃO DE CAPACIDADE VOLUMÉTRICA
A capacidade volumétrica de um cilindro gravado a laser pode estar compreendida entre faixas de mínimo e Maximo.
O BCM do cilindro é definido em função do trabalho a ser executado, mas vale lembrar: Bcm mínimos: São mais fáceis de controlar Menos ganho de ponto Mais econômico Materiais pouco absorventes (alumínio)
Bcm médios Uso geral Bcm máximos : Materiais absorventes como papel
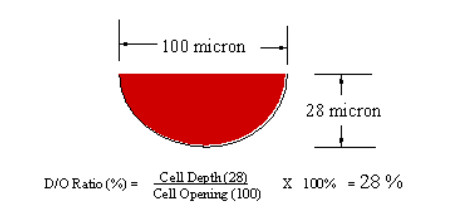
RAZÃO ENTRE ABERTURA DE BOCA E PROFUNDIDADE DA CÉLULA
Abertura da boca / profundidade da célula , normalmente recomenda-se trabalhar entre 28 e 33 por cento.
Para Razão > 0,33 ou 33 % – célula profunda Maior dificuldade de liberação da tinta Dificuldade de limpeza
Antigamente, com laser CO2 era difícil fazer gravação consistente para razoes acima de 0,33, bem como abaixo de 0,28. Hoje com fiber laser já é possível.